 Mini Puffs 600 Disposable Vape Multi Fruit Flavor Wholesale Mesh Coil
Mini Puffs 600 Disposable Vape Multi Fruit Flavor Wholesale Mesh Coil
 Wholesale Price 150000 Puff Waspe 6in1 Vape Adjustable Flavor Mesh Coil 650mAh EU Supply
Wholesale Price 150000 Puff Waspe 6in1 Vape Adjustable Flavor Mesh Coil 650mAh EU Supply
 Cheap Price Foot Foldable Firm-Fit Auto-Cycle Low-Consumption Smart-Adjust Leg Ease Device Mf-8531-6b
Cheap Price Foot Foldable Firm-Fit Auto-Cycle Low-Consumption Smart-Adjust Leg Ease Device Mf-8531-6b
 Ventmed Auto Mode Bilevel Machine Osa Copd Therapy Medical Clinic Bipap Device Df-25W-Hm
Ventmed Auto Mode Bilevel Machine Osa Copd Therapy Medical Clinic Bipap Device Df-25W-Hm
 Sleep Therapy Machine Auto CPAP Apap for Obstructive Sleep Apnea Device Df-20A-Hm
Sleep Therapy Machine Auto CPAP Apap for Obstructive Sleep Apnea Device Df-20A-Hm
 Ventmed Health Care Non Invasive Ventilation, Sleep Apnea Bipap Breathing Therapy Device
Ventmed Health Care Non Invasive Ventilation, Sleep Apnea Bipap Breathing Therapy Device
 Respiratory Therapy Device for Homecare Osa Treatment Apap Df-20A-Hm
Respiratory Therapy Device for Homecare Osa Treatment Apap Df-20A-Hm
 Voopoo Drag Nano 2 Pod Kit System Vape with Replacement Cartridge Coil Pod 2ml
Voopoo Drag Nano 2 Pod Kit System Vape with Replacement Cartridge Coil Pod 2ml
The global vaping industry is currently undergoing a paradigm shift from traditional nicotine delivery systems to Intelligent Atomization Platforms. Bluetooth Smart Vapes represent the pinnacle of this evolution, integrating IoT (Internet of Things) technology to offer unprecedented user control and data analytics.
In the current industrial landscape, major markets like North America and the European Union are demanding more than just flavor. They require compliance, safety, and connectivity. Bluetooth-enabled devices allow for features such as remote child-lock, usage tracking for smoking cessation, and localized firmware updates—features that are becoming mandatory for high-end retail and medical-grade distribution.
B2B buyers today prioritize manufacturers who can navigate complex international standards while providing localized application support.
Whether it's a vape shop in Paris or a distribution network in Tokyo, our products are designed for localization. We support Multi-language App interfaces, localized nicotine salt regulations, and regional compliance labels.
Shenzhen remains the global hub for vaping innovation. As a premier manufacturer, we offer the "Shenzhen Speed"—integrating R&D, rapid prototyping, and massive-scale production under one roof, reducing TTM (Time to Market) for our global partners.
Shenzhen Nano Vape Co., Ltd. is a professional manufacturer specializing in the research, development, production, sales, and service of electronic cigarettes. With years of experience in the vaping industry, the company has established itself as a reliable partner through continuous innovation and strict quality control.
The company owns multiple patents in atomization technology and operates under internationally recognized quality management systems, including ISO9001, ISO14001, and ISO13485, ensuring efficient, standardized, and environmentally responsible production processes.
Nano Vape is committed to delivering high-quality vaping products and comprehensive solutions that meet diverse customer needs, focusing on performance, safety, and user experience.
All products have passed safety certifications from third-party testing agencies in the United States and Europe, and have obtained certifications such as CE, RoHS, and FDA. Our products are exported to over 50 countries and regions, including Japan, the United States, the United Kingdom, France, and Indonesia.

We design and develop high-performance disposable vape devices and also collaborate with clients to turn their product ideas into reality through OEM/ODM services.
Our pod systems combine ergonomic design with advanced technology. Backed by over 10 years of industry experience, we ensure stability, safety, and consistent performance.
Nano Vape prefilled pods feature advanced mesh coil technology, optimized capacity (up to 6ml), leak-proof design, and rich flavor delivery.
We provide high-performance batteries that undergo strict quality control. Each product is tested in our in-house laboratory before release.

The Nano Vape team has extensive experience across the entire production chain. Our quality control system is exhaustive, ensuring that "Reliability" isn't just a buzzword, but a measurable metric.
 510 Thread Dual Mesh Coil 650mAh Big Digital Screen Smoking Battery
510 Thread Dual Mesh Coil 650mAh Big Digital Screen Smoking Battery
 USB Charger Cable Battery Mini Pen Flashlight with 510 LED Interface Battery
USB Charger Cable Battery Mini Pen Flashlight with 510 LED Interface Battery
 USB Electronic Battery Rechargeable Overcharge Protection for Adapter Devices with LED Indicators
USB Electronic Battery Rechargeable Overcharge Protection for Adapter Devices with LED Indicators
 Superadjustable Airflow Resistance Training Device for Respiratory Muscle Clear Airways Breathing Physical Therapy Equipment
Superadjustable Airflow Resistance Training Device for Respiratory Muscle Clear Airways Breathing Physical Therapy Equipment
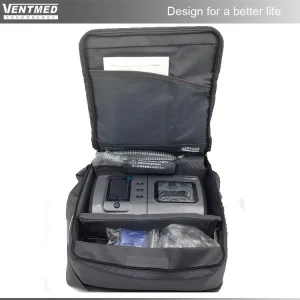 Manufacturer Price Treatment Sleep Apnea Bilevel Bipap Machine Ventilator Auto CPAP Device for Sale
Manufacturer Price Treatment Sleep Apnea Bilevel Bipap Machine Ventilator Auto CPAP Device for Sale
 Portable Auto Bipap Machine Sleep Apnea Device
Portable Auto Bipap Machine Sleep Apnea Device
 Manufactures Home Use CPAP Machines China Device for Sleep Apnea with 10 Years Experience
Manufactures Home Use CPAP Machines China Device for Sleep Apnea with 10 Years Experience
 Long-Lasting Remote Control Device for 1-12 Hours Use
Long-Lasting Remote Control Device for 1-12 Hours Use